















Контроль проникающими веществами
В чём уникальность капиллярного контроля?
В основе капиллярной дефектоскопии лежит способность специальных жидкостей (пенетрантов) к проникновению в дефекты. Полученное контрастное изображение позволяет судить о состоянии исследуемого материала. Данный метод позволяет выявлять поверхностные дефекты в изделиях из неметаллов и сплавов, недоступных для магнитного метода.
Как осуществляется капиллярный контроль?
КК метод особенно эффективен для выявления дефектов со следующими параметрами:
- ширина от 1 мкм;
- глубина более 10 мкм;
- длина от 0,1 мм.
Непосредственно контроль представляет собой последовательность нескольких операций.
1. Очистка и обезжиривание исследуемой поверхности.
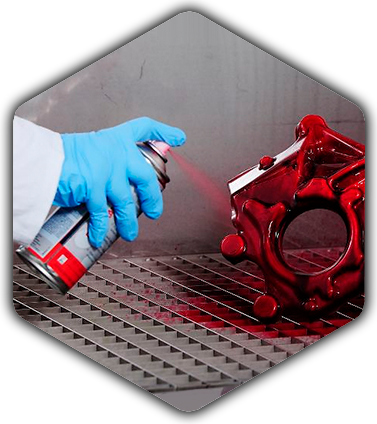
2. Нанесение индикатора, заполнение полостей дефектов. Для ускоренного проникновения жидкостей практикуют уменьшение или увеличение давления, воздействие на материал ультразвуковыми либо звуковыми волнами, подогрев самого индикатора, использование статической нагрузки на объект и т.д.
3. Удаление излишков жидкости. Состав сдувают либо вытирают, но так, что он остаётся только в дефектах.
4. Нанесение проявителя. Для этого используют кисти, щётки либо распылители. Проявитель изготавливается в виде порошка либо в виде растворов люминофоров, которые светятся при воздействии ультрафиолета.
5. Высыхание проявителя, всасывание в него индикаторной жидкости, окрашивание дефектных участков.
При добавлении красителя в индикаторную жидкость и нагреве детали жидкость выступает на кромках дефектов и испаряется. По затвердевшему проявителю можно судить о количестве и расположении дефектов. Для их обнаружения применяются лупы или фотодатчики.
ТОО «ARDCON (АРДКОН)» предлагает услуги лаборатории сварки и контроля металла. Лаборатория аттестована на следующие методы контроля: радиографический контроль, ультразвуковой контроль, ультразвуковая толщинометрия, замер твердости металла, контроль проникающими веществами, магнитопорошковая дефектоскопия и другие методы неразрушающего контроля. Для консультации, потенциальный заказчик может связаться с нашими техническими специалистами и обсудить интересующие вопросы.
Тел. +7 (7212) 996606,
Тел. +7 (708) 4360630
M02F3P7, Республика Казахстан,
Карагандинская область,
г. Караганда,
ул.Штурманская 7, корпус 2
E-Mail: info@ardcon.kz