



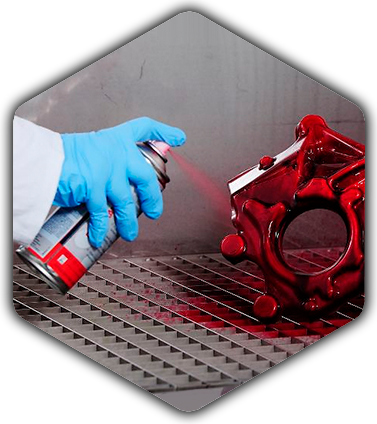












Магнитопорошковая дефектоскопия
Магнитопорошковый метод применяют для контроля изделий, деталей, сварных соединений конструкций из ферромагнитных материалов с относительной магнитной проницаемостью не менее 40 с целью выявления невидимых невооруженным, глазом поверхностных и подповерхностных нарушений сплошности типа трещин, непроваров.
Магнитопорошковый метод основан на регистрации магнитных полей рассеяния, возникающих над дефектами в детали при ее намагничивании, с помощью ферромагнитных частиц (магнитного порошка), которые находятся во взвешенном состоянии в дисперсионной среде или воздухе. На магнитную частицу в неоднородном магнитном поле дефекта действует сила, стремящаяся затянуть ее в места наибольшей концентрации силовых линий и приблизить к месту дефекта. Наличие и протяженность индикаторных рисунков, вызнанных полями рассеяния дефектов, можно регистрировать визуально или автоматическими устройствами обработки изображения.
Магнитопорошковый метод предназначен для выявления поверхностных и подповерхностных нарушений сплошности: волосовин, трещин различного происхождения, непроваров сварных соединений, флокенов, закатов, надрывов и т.п.
Магнитопорошковый метод применяется практически во всех отраслях промышленности:
- авиапромышленность
- машиностроение
- автомобильная промышленность
- металлургия
- транспорт (авиация, железнодорожный, автотранспорт)
- судостроение
- строительство (стальные конструкции, трубопроводы)
ТОО «ARDCON (АРДКОН)» предлагает услуги лаборатории сварки и контроля металла. Лаборатория аттестована на следующие методы контроля: радиографический контроль, ультразвуковой контроль, ультразвуковая толщинометрия, замер твердости металла, контроль проникающими веществами, магнитопорошковая дефектоскопия и другие методы неразрушающего контроля. Для консультации, потенциальный заказчик может связаться с нашими техническими специалистами и обсудить интересующие вопросы.
Тел. +7 (7212) 996606,
Тел. +7 (708) 4360630
M02F3P7, Республика Казахстан,
Карагандинская область,
г. Караганда,
ул.Штурманская 7, корпус 2
E-Mail: info@ardcon.kz